Visit #22, May 17, 2016

Just 58 miles south of Washington, D.C. resides the A. Smith Bowman Distillery. It was an overcast Spring day that I made the trip to Fredericksburg, VA, the town located at the midpoint of the opposing capitals of the Civil War. Most people come to visit the Civil War battlefields, but my purpose was bourbon. In fact, they had just released another limited edition whiskey the day before, one that had sold out quickly in 8 hours, unfortunately for me. But with that news behind me, I decided to enjoy the tour of the distillery as if the limited edition didn’t exist!

The A. Smith Bowman distillery just celebrated its 80th anniversary. Licensed in 1935 by A. Smith Bowman, the distillery was originally located at the Sunset Hills Farm in Fairfax county outside of Washington, D.C. In 1958, Robert E. Simon purchased most of the farm/distillery and in 1988, the distillery was moved to its current location in Fredericksburg, VA. He moved it here because of the rising costs in the D.C. market. The site was originally a cellophane factory that was used to wrap up cigars and cigarettes. They were large when they moved, but in 2003 they were sold to another family and operates on a smaller basis now.

The tour guide for the afternoon was Erin, one of only 13 people that work at the distillery. Erin explained the history of the distillery and its move to its current location. She also went over all of the different spirits that they produce. Here are some notes from the tour of the distillery:
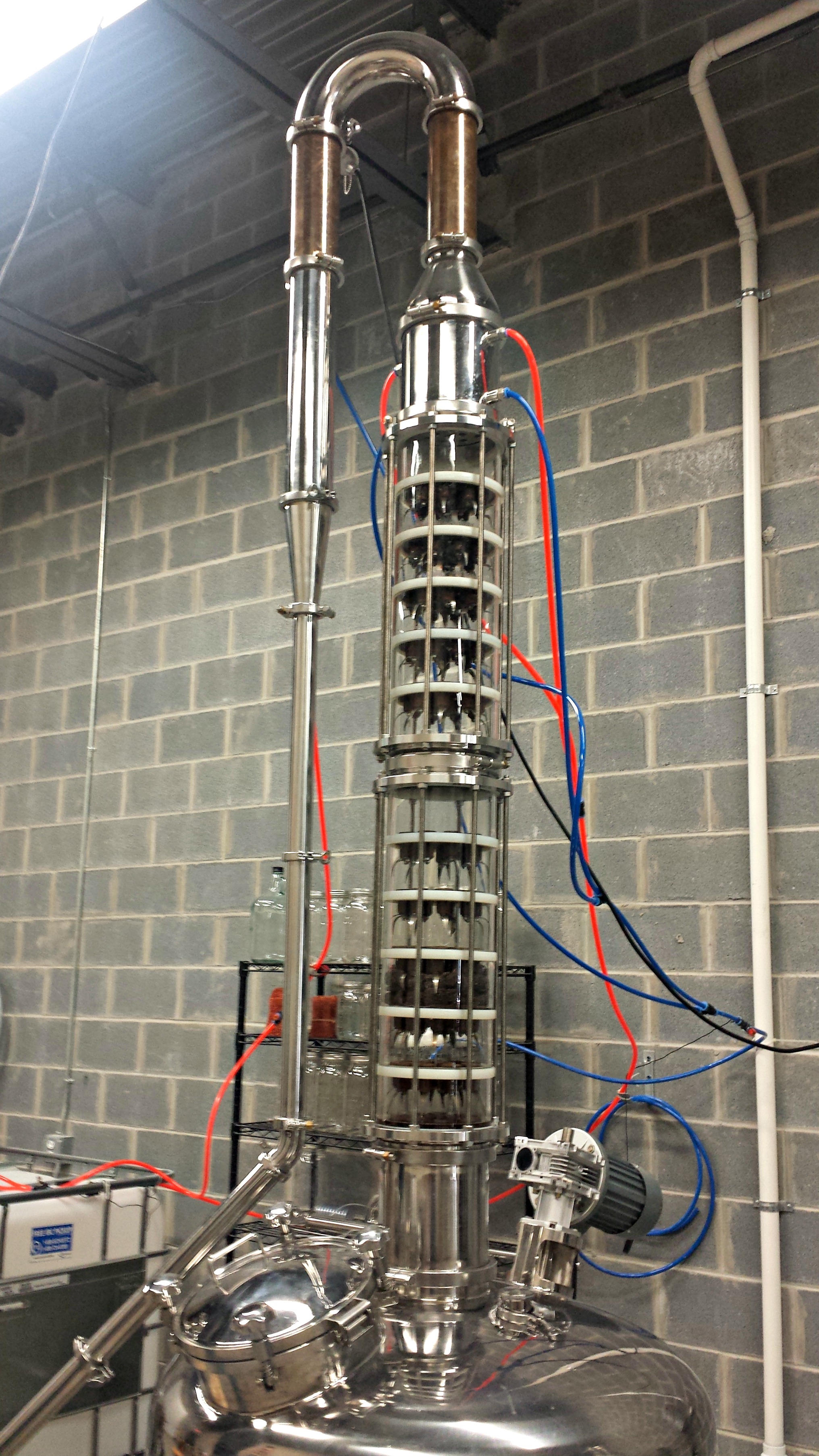
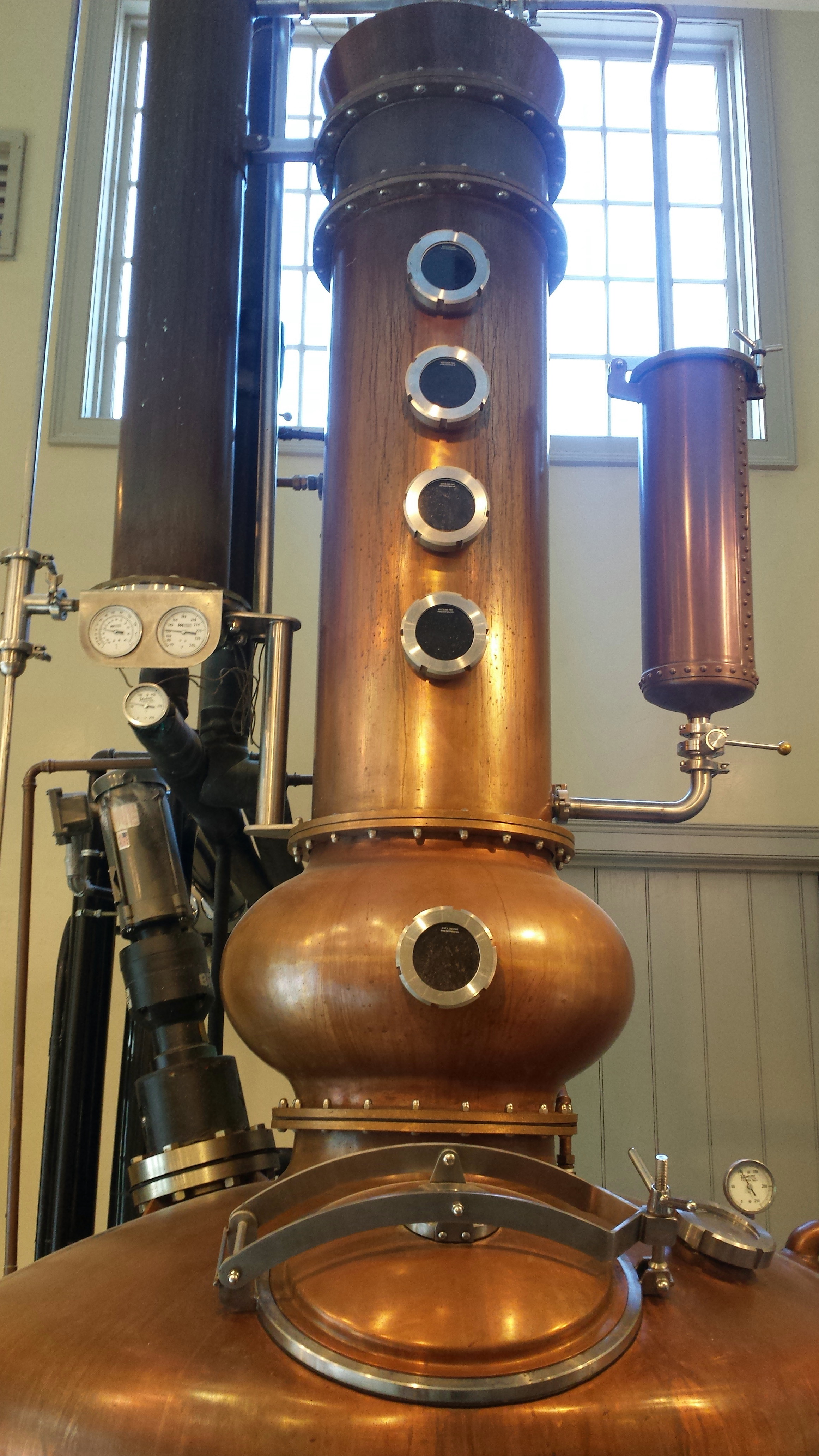
- two stills used for production, George and Mary
- George – Vendome still #1965, started using this in January, 2015, pot/column still, mash used for George is 500 gallons
- Mary – 25 year old passive still – temperature not controlled, double reflux, triple distilled (first two distillations done at Buffalo Trace), only used in the Fall and the Spring seasons, was the original still for the Fredericksburg location
- they chill filter their bourbon at 28 degrees for aesthetic reasons, the Abraham limited release is the only non-chill-filtered bourbon
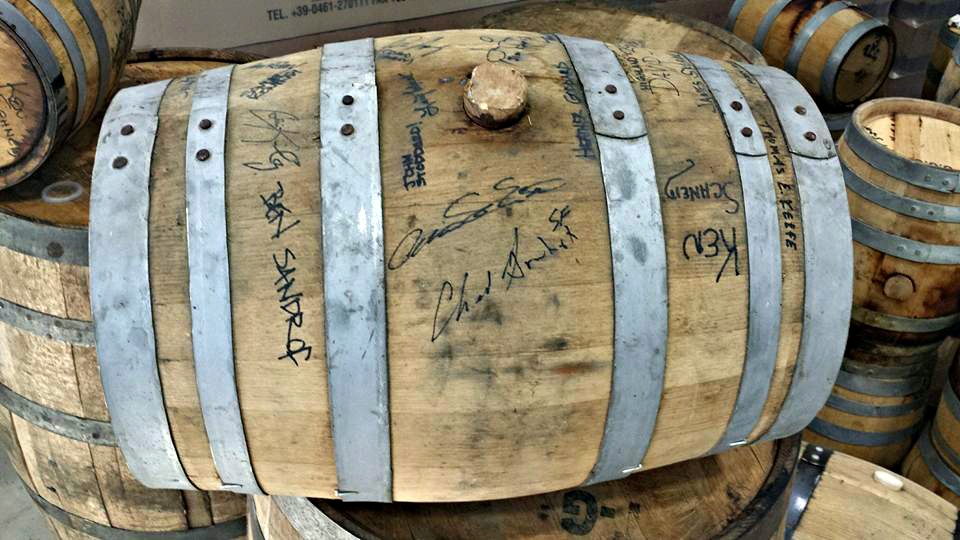
- barrels are stored upright (they don’t need to be rotated when standing upright), they use 53-gallon barrels from the Independent Stave Company in Lebanon, KY – American Oak from the Ozarks, char level of 3.5, bung holes are found on the ends of the barrels
- close to 10,000 barrels are stored on site
- distilling and operations happen from 7:30am to 3:30pm Monday-Friday











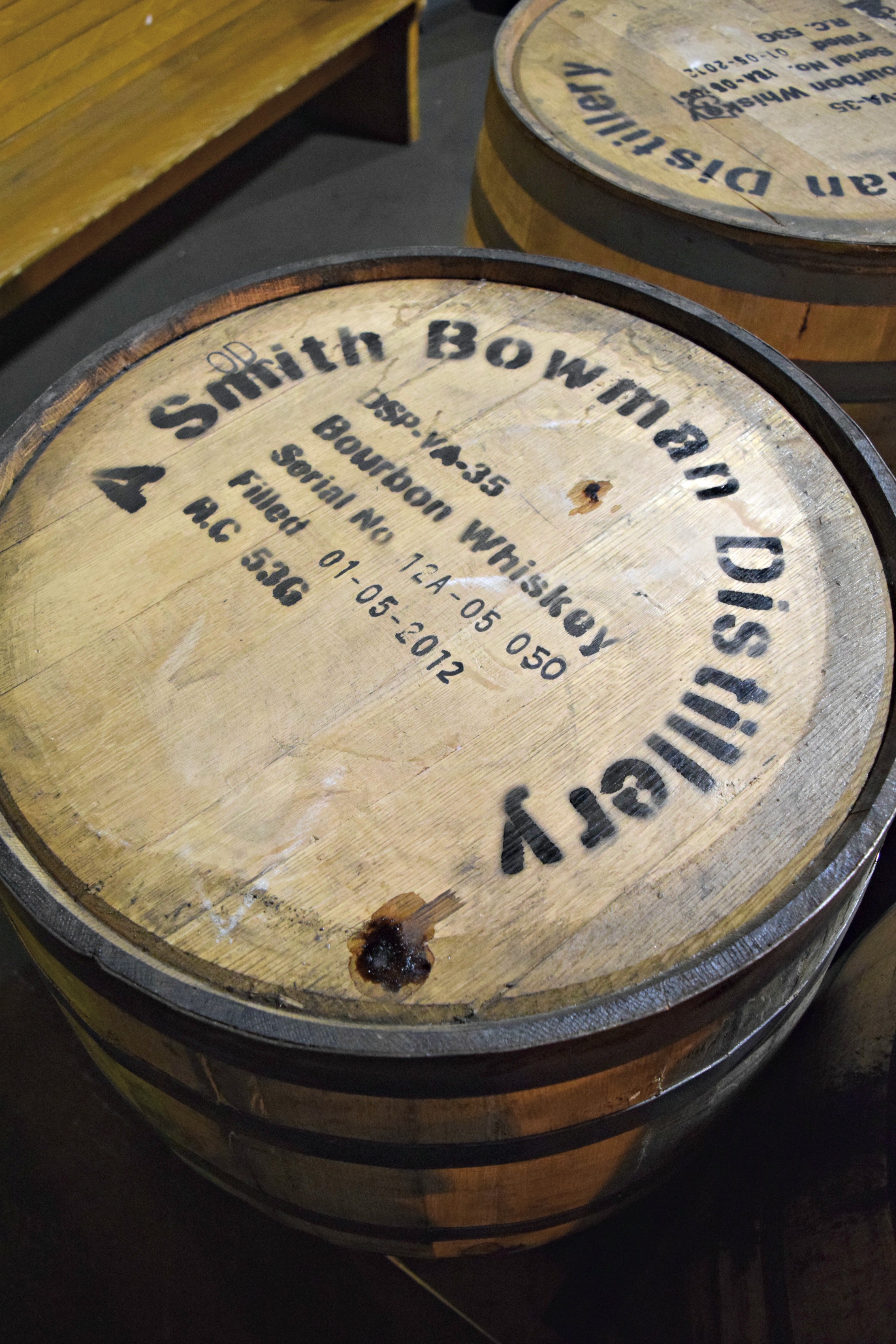








Erin was a great tour guide and gave a nice, comprehensive overview of the distillery and the process of making its whiskey. It was nice to be able to go into all of the different rooms and see their style of production. They definitely combine the old with the new. I was amazed to see how many barrels they stored on site. And the fact that they were stacked upright!
We gathered around the tasting table for the last part of the tour. The first three spirits below were what we tasted, but listed after are the other products that they make:
- John J. Bowman – Virginia Straight Bourbon Whiskey – Single Barrel, 100 proof
- Bowman Brothers – Virginia Straight Bourbon Whiskey – Small Batch, 90 proof, comes from 8 barrels that are blended
- Mary Hite Bowman Caramel Creme Liqueur – made with bourbon, probably excellent over ice cream
- Abraham Bowman – Virginia Limited Edition Whiskey – two releases a year, this latest release sold out in 8 hours! Wheat Bourbon
- George Bowman – Colonial Era Dark Caribbean Rum – 1750s recipe, colonial style from Guyana, aged 3 years in bourbon barrels
- Deep Run – Virginia Vodka – distilled 7 times, corn based
- Sunset Hills – Viginia Gin – citrus



Thank you to Erin for the great tour. It was also nice chatting with the head distiller, Brian Prewitt, who started at A. Smith Bowman Distillery in 2013. It seems like he has found a great place here at this distillery and based on the demand for the Abraham Bowman, he is making some great whiskey.
Charles’ Notes: It’s been a while since I visited a distillery that had close to 10,000 barrels on site. Most of my time the last few months was spent visiting newer craft distillers in the Northeast, so it was refreshing to be back among the masses of American Oak. The smell, the age, etc. Obviously I was disappointed with not being able to get a bottle of the new Abraham Bowman, but in this day and age of bourbon mania, it’s best to get there on time. Brian was great to talk to and learn about his history both at UC Davis in California and his time brewing in Colorado. The A. Smith Bowman distillery is in good hands with his skills. I look forward to getting back through Fredericksburg to see what is new in the future and will definitely time my visit better to arrive on the release date, not the day after.