Visit #8, September 23, 2015
A safari in Scotland is something most people would laugh at. But in the Highlands of Scotland, about an hour north of Inverness, is a waterhole where a certain type of game can be viewed. Giraffes. A whole herd of them. Tall and colored in copper. Here at the Glenmorangie Distillery are the famous stills, the giraffe stills, which they say are the tallest in Scotland. Set in a beautiful location outside of Tain, the Glenmorangie Distillery produces classic single malts using a number of types of casks. These giraffes produce a lighter, cleaner taste, one that represents the beautiful location and air surrounding the Dornoch Firth and area around Tain. There were no lions, just thirsty tourists!
The history of the Glenmorangie Distillery goes back to 1843 when the “Morangie” farm distillery was started by the Matheson brothers. Malt wasn’t produced until 1849 and it wasn’t until 1887 that the Glenmorangie Distillery Company, Ltd. was founded. The distillery was sold to two partners, Macdonald and Muir, in 1918. The Macdonald family would run the company until 2004 when it was purchased by LVMH, a French multinational luxury goods conglomerate, headquartered in Paris, France.
Prior to our tour we had the opportunity to go walk to the shore banks at the base of the slope where the distillery overlooks the Dornoch Firth. It is a beautiful spot and one where the warehouses filled with spirit get to rest and take in the fresh Scottish air and temperatures. It is a great time to reflect and think about the long history that these distilleries have withstood. It is also a great time to prepare you for the tour and the process from which their spirit is born.


Our tour was led by Michael Fraser who started with a description of their famous icon, the Hilton of Cadboll Stone, a Pictish stone discovered on the East coast of the Tarbat Peninsula in Scotland. This carving inspired the brand emblem and ties both the old skill and modern day skill of the Scottish people. Michael led us through the distillery and here are the notes we took:
- They don’t add their single malts to blends
- In 1977 they started to use off-site malting, 6 million liters/year of malted barley
- They only use 2 parts per million peat
- 10 tons of grist per batch
- They use hard water (lots of calcium and minerals) taken from the Tarlogie Springs – only Highland Park and The Glenlivet are the other two distilleries using hard water
- Mash tun is stainless steel and holds a 9.8 tonne mash
- Mash tun water temps – 63.5 degrees / 84 degrees / boiling point
- 12 stainless steel washbacks each holding up to 50,000 liters – they changed to stainless steel in the 1960s and they were one of the first
- Fermentation takes between 52-55 hours
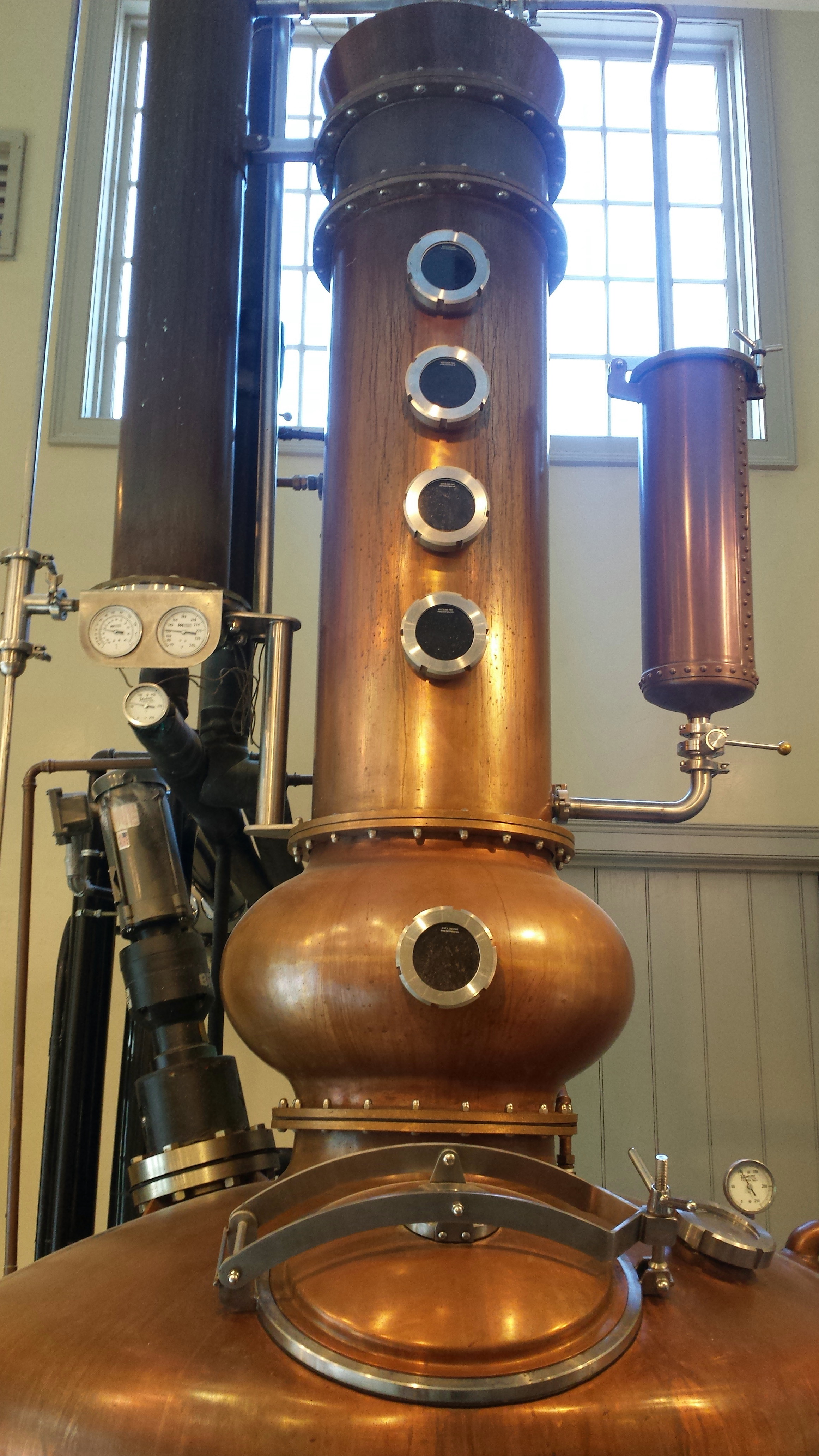
- 12 stills – the tallest in Scotland called “giraffe” stills, measure 8 meters, 5.14 meters is the neck of the still – still house is called Highland Cathedral
- 6 wash stills holding 11,400 liters each
- 6 spirit stills holding 8,200 liters each
- Pressure relief valves seen on the stills are there for aesthetics, no purpose
- Stills run 15 minutes of head, 3 hours of hearts and 2 hours of tails
- 1st to use an ex-bourbon cask in 1949
- 29 warehouses, Cellar 13 is famous because of its proximity to the water
- They own some forests in the Ozarks, wood is dried for 2 years and then used in Kentucky for 4 years before being sent to Scotland
- Barrels are only used twice

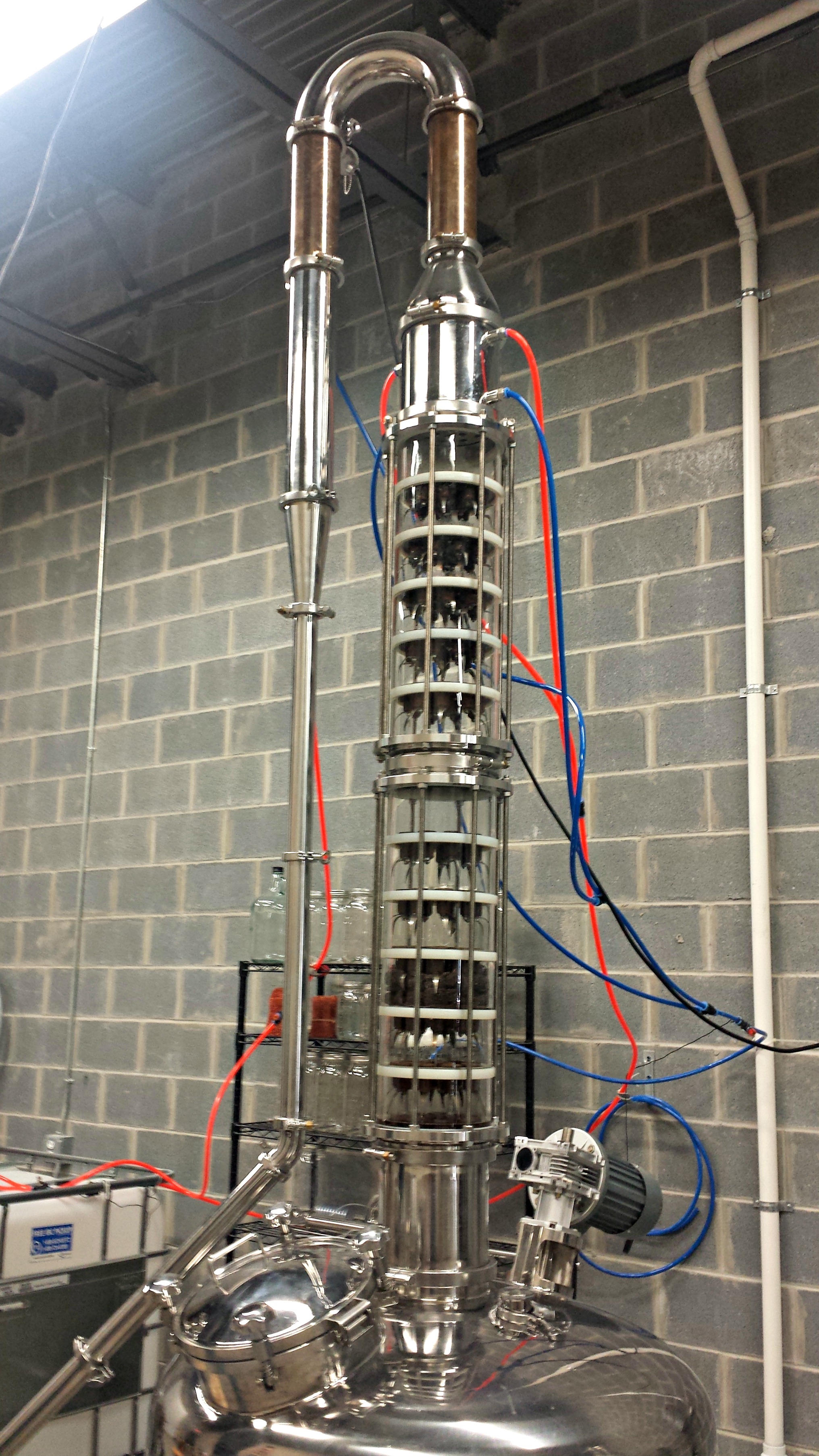
Giraffe Stills 

Warehouses 




Overall, the tour was very informative. Michael was able to answer our questions or guide us to someone who did. At the end of the tour we had a tasting of the 10 year old. It is the 4th most popular dram in the world and the 1st in Scotland. We also paid to taste a couple of different other editions as well.
Charles’ Notes: I wasn’t sure what to expect with Glenmorangie but I was very impressed. The location is stunning and I think this is what stood out most about this visit. Just to walk down to the shore and see the warehouses overlooking the water… We were unable to take pictures inside which always is tough for me since I like to have these memories recorded. But I understand that safety and liability is the number one priority at these highly-visited spots. The giraffe stills were beautiful and definitely unique. They had a nice little museum and gift shop. I would like to come back to Glenmorangie one day and do the Heritage Tour and visit the springs and have lunch at the Glenmorangie House.